





시추공 궤적 제어에서 해결해야 할 세 가지 문제:
① 시추공 편향각의 변화율을 제어하기 위해 하부 시추공 조립체(BHA)를 합리적으로 설계한다.
② 시추공 방위각의 변화율을 제어하기 위해 특수 구조를 갖춘 시추공 도구를 합리적으로 설계하거나 선택한다.
③ 비트의 수직 관통 속도와 지층력의 크기를 조절하기 위해 비트 하중(WOB)을 합리적으로 선택하고 제어함으로써 시추공 곡률 제어를 달성합니다.
기존의 방향성 시추 도구는 주로 방향성 서브, 비자성 드릴 칼라(NMDC), 중량 드릴 파이프(HWDP), 안정기, 키 시트 와이퍼 등을 포함합니다.
I. 방향성 서브
1. 종류
방향성 직선 서브: 벤드 하우징 프로그레시브 캐비티 드릴(PCD)을 사용한 방향성 시추에 사용됩니다.
방향성 벤드 서브: 직선형 하우징의 프로그레시브 캐비티 드릴(PCD)을 사용한 방향성 드릴링에 사용됩니다.
2. 기본 구조
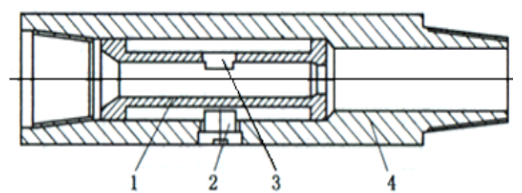
1) 방향성 직선 서브우퍼
구성품: 하우징 4, 중앙 정렬 슬리브 1, 방향 키 3, 고정 나사 2
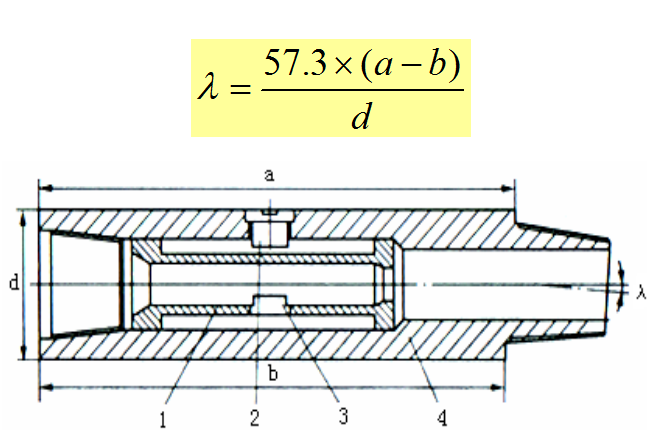
2) 방향성 벤드 서브
구성 요소: 하우징 4, 중앙 정렬 슬리브 1, 방향 키 3, 고정 나사 2. 직선형 방향 조절 장치와 비교하여 구조적 굽힘 각도 λ가 있으며, 계산 공식은 λ = 57.3 × (a – b) / d입니다.
II. 비자성 드릴 칼라(NMDC)
1. 기능
측정 오류를 방지하기 위해 측정 기기를 자기장으로부터 보호하십시오.
일반 드릴 칼라의 기능을 수행합니다.
2. 비자성 드릴 칼라의 재질
주로 모넬 합금(구리, 니켈, 크롬 등 함유), 크롬-니켈 합금, 크롬-망간 기반 오스테나이트 합금, 베릴륨-구리 합금, SMFI 비자성강, 그리고 국산 망간-크롬-니켈강 등이 포함됩니다.
3. 비자성 드릴 칼라 길이 선택
"수평 지구 자기장 강도 지도"를 참조하십시오. 비자성 드릴 칼라의 길이를 적절하게 선택하면 개방된 시추공 구간에서 자기 방위각을 정확하게 측정할 수 있습니다. 해당 지역의 자기장 강도가 높을수록 필요한 비자성 드릴 칼라의 길이도 길어집니다.
4. 비자성 드릴 칼라의 검사 및 사용
1) 비자성 드릴 칼라의 외측 원통면의 직진도는 2mm/m 이하이어야 하며, 전체 길이의 직진도는 5mm/m 이하이어야 합니다.
2)비자성 드릴 칼라의 파이프 본체 표면에 생긴 긁힘은 규정된 허용 긁힘 한도를 초과해서는 안 됩니다.
3)나사산 표면은 매끄러워야 하며, 불규칙한 자국, 균열, 미세한 금이 가거나 기타 손상이 없어야 합니다.
4)비자성 드릴 칼라 나사산의 체결 토크는 규정된 최소 회전 토크 이상이어야 합니다.
5)비자성 드릴 칼라의 상대 자기 투과율 및 자기 균일성은 1년에 한 번 검사해야 하며, 검사 결과는 비자성 드릴 칼라 표준(SY5145-86)의 규격을 준수해야 합니다.
III. 중량 드릴 파이프(HWDP)
이는 BHA 하단에 장착되어 드릴 칼라를 대체하여 압력을 가하는 데 사용됩니다. 조향 도구를 사용하는 방향 시추 작업에서, 이는 시추공 벽과의 접촉 면적을 줄여 마찰 저항을 최소화하고, 슬라이딩 작업을 용이하게 하며, 시추공 내 안전성을 향상시키고, 방향 시추 매개변수 제어에 도움이 됩니다. 또한 드릴 칼라와 드릴 파이프 사이의 연결부 역할을 하여 강성 변화를 완화합니다.
IV. 안정제
1.방향성 시추에서 안정제 적용
빌드업형 BHA와 드롭오프형 BHA에서 스태빌라이저는 받침점 역할을 합니다. 하부 BHA에서 스태빌라이저의 위치를 조정함으로써 하부 BHA의 응력 상태를 변경하여 시추공 궤적 제어를 실현할 수 있습니다.
2.시추공 편향 및 방위각을 안정화하기 위해 하부 BHA의 강성을 높입니다. 홀드앵글 BHA의 경우, 비트와 스태빌라이저 사이의 거리 및 스태빌라이저 사이의 거리를 줄여 하부 BHA의 압축 변형을 제한함으로써 편향을 유지하는 효과를 얻습니다.
3.시추공 곡률 변화가 완만하고 매끄럽게 이루어지도록 시추공 표면을 다듬으면 시추공 내 합병증 발생을 줄이는 데 도움이 됩니다.
주의! 스태빌라이저를 우물에 넣고 빼낼 때, 스태빌라이저의 외경을 주의 깊게 측정하고, 마모 상태 및 BHA(보스턴 헤드 어태치먼트) 내 설치 위치를 확인하십시오. 스태빌라이저의 외경 마모는 2mm를 초과해서는 안 됩니다.
안정기의 종류:
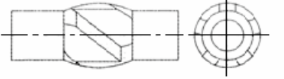
직선형 리브 대칭 안정판, 5엽(3엽) 구형 안정판
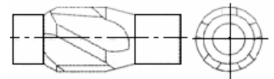
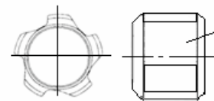
5엽(3엽) 나선형 안정기교체 가능한 안정기 슬리브

3엽 편심 안정기교체 가능한 안정기
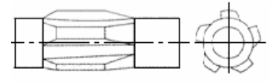
V. 키 시트 와이퍼
키 시트 와이퍼의 기하학적 형상은 스파이럴 스태빌라이저와 유사합니다. 전체 크기는 스태빌라이저보다 작지만 드릴 칼라보다는 큽니다. 스파이럴 스태빌라이저와 달리 키 시트 와이퍼의 상하 경사면은 모두 경질 합금 전극으로 표면 용접되어 원뿔형을 이루며, 이는 키 시트의 절삭, 리밍 및 닦는 기능을 수행합니다.
드릴 스트링에서 키 시트 와이퍼의 위치는 다음과 같습니다.
1. BHA는 주요 좌석 닦기에 특화되어 있습니다.
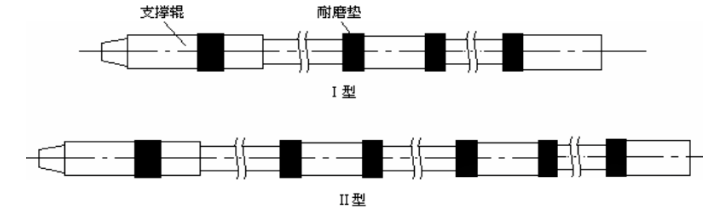
일반 키 시트 닦기용 BHA 구성: 비트 + 소형 드릴 칼라(50)~60m) + 키 시트 와이퍼 + 드릴링 자 + 중량 드릴 파이프(HWDP).
긴 키 시트를 닦을 때는 다음과 같은 BHA를 사용할 수 있습니다: 비트 + 소형 드릴 칼라 1개 + 키 시트 와이퍼 + 소형 드릴 칼라 1개 + 플렉시블 조인트 + 드릴링 자 + 중량 드릴 파이프(HWDP).
드릴 스트링에 있는 소형 드릴 칼라의 외경은 시추 시 사용되는 드릴 파이프 조인트의 외경과 동일해야 합니다. 드릴 스트링을 키 시트 위 약 100m 지점까지 이동시킬 때는 이동 속도를 제어하고, 저항이 발생하면 리밍을 시작하여 WOB(일반적으로 49kN 미만)를 엄격하게 제어하십시오.
2. 드릴 작업 중 키 시트 닦기
방향 시추에서, 특히 상승 구간부터 시추공 하부 홀 핸드홀(BHA)에 키시트 와이퍼가 자주 사용됩니다. 시추공의 곡률과 지층의 암석학적 특성에 따라, 키시트가 형성될 가능성이 높은 "꺾인" 구간에서 키시트 와이퍼를 반복적으로 사용하여 리밍함으로써 키시트 형성을 방지합니다.
VI. 플로트 밸브
주요 기능은 시추액의 역류(시추공 내 측정 장비 손상을 유발할 수 있음)를 방지하고 비트 노즐이 막히는 것을 방지하는 것입니다.
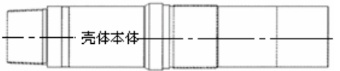
VII. 격납고 하위
시추 중 측정(MWD) 장비는 이 장비 내부에 설치되어 MWD에 안전하고 안정적인 측정 환경을 제공합니다.
행거 서브의 외벽에는 고압측 눈금선이 있어 프로그레시브 캐비티 드릴(PCD)의 고압측을 교정하고 MWD와 PCD 간의 오프셋 값을 측정하는 데 사용됩니다. 서브의 내벽에는 MWD를 설치할 때 사용하는 돌출된 키가 있습니다. MWD를 사용하지 않을 때는 과도한 유속으로 인해 키가 씻겨 내려가는 것을 방지하기 위해(시추공 내 사고를 유발할 수 있음) 행거 서브를 먼저 제거해야 합니다.
VIII. 항아리
주요 기능은 드릴 비트와 드릴 스트링의 작업 균형을 유지하고 파이프 걸림 현상이 발생했을 때 파이프를 풀어주는 것입니다.
IX. 유연 관절
주요 기능은 충격 시 드릴 스트링을 보호하고 탄성을 높이는 것입니다.
게시 시간: 2025년 10월 11일


 5-1203 Dahua Digital Industrial Park Tiangu 6th Road, 하이테크 개발구 시안, 중국
5-1203 Dahua Digital Industrial Park Tiangu 6th Road, 하이테크 개발구 시안, 중국 86-13609153141
86-13609153141

